10 meilleures imprimantes 3D : quelle imprimante 3D choisir en 2024 ?
Plus abordable que jamais, l’imprimante 3D connaît un véritable essor depuis ces dernières années. La technologie d’impression en trois dimensions offre un éventail illimité de possibilités. Elle permet d’imprimer ce que l’on souhaite à moindre coût et peut rapidement transformer des modèles numériques 3D en objet de la vie quotidienne.
Pour que vous puissiez choisir la meilleure imprimante 3D, nous avons réalisé un comparatif complet des meilleures imprimantes 3D en 2024. Vous trouverez tout ce qu’il faut savoir sur cette technologie, ainsi qu’un guide d’achat basé sur des tests des meilleures imprimantes 3D du marché.
Les meilleures imprimantes 3D sont :
- Rapport qualité/prix : Creality Ender 3 Pro
- Résine : Elegoo Mars 3
- Double extrudeurs : FlashForge Creator Pro
- Volume d’impression : Creality Ender 5 Plus
- Pas cher : Creality Ender 2 Pro
| Imprimante | Caractéristiques | Liens |
|---|---|---|
 | 1. Creality Ender 3 Pro
| 269 € sur Amazon |
 | 2. Elegoo Mars 3
| 349.99 € sur Amazon |
 | 3. Voxelab Aries
| 399 € sur Amazon |
 | 4. Creality Ender 2 Pro
| 185 € sur Amazon |
 | 5. Elegoo Saturn
| 499 € sur Amazon |
 | 6. Prusa Mini+
| 489 € sur Prusa |
 | 7. Phrozen Sonic Mini 4K
| 399 € sur Amazon |
 | 8. Creality Ender 5 Plus
| 586 € sur Amazon |
 | 9. FlashForge Creator Pro
| 449 € sur Amazon |
 | 10. Anycubic Photon Mono X
| 582.99 € sur Amazon |
 | 11. Prusa MK3S+
| 1159 € sur Prusa |
1. Creality Ender 3 Pro
L’imprimante 3D La Creality Ender 3 pro est extrêmement populaire. C’est une machine puissante, peu coûteuse et dotée d’un nombre presque infini de mises à niveau facilement disponibles pour l’adapter à vos besoins.
La meilleure imprimante 3D à moins de 300 €, Creality Ender 3 V2, reprend le design simple qui a si bien servi l’original V1. Celui-ci a été perfectionné avec des fonctionnalités utiles qui en la rendent plus confortable à utiliser.
L’Ender 3 Pro se présente sous la forme d’un kit à assembler, vous devrez donc prévoir au moins quelques heures pour construire et calibrer. Elle dispose d’une alimentation de 350 W, de sorte que le lit et la buse chauffée chauffent rapidement et conservent une température constante lors de l’impression.
Que vous souhaitiez l’utiliser pour imprimer des objets, de la gravure laser, ou simplement pour imprimer des matériaux spécialisés à haute température, l’Ender 3 Pro peut vous satisfaire sans problème.
Par ailleurs, la marque Creality a publié tous les schémas mécaniques et électriques de cette machine sous une licence Open Source. Il est donc très facile de trouver des mises à jour et des modifications de structure qui ont été construites à partir des plans originaux. Si vous aimez bricoler et êtes impatient de transformer votre imprimante 3D en une construction personnalisée, il est difficile de se tromper avec la Creality Ender 3 Pro.
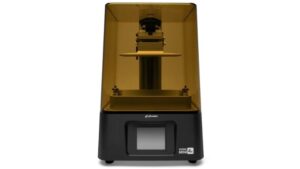
2. Elegoo Mars 3
L’imprimante 3D Elegoo Mars 3 est probablement la plus élégante et l’une des meilleures imprimantes résine de la gamme à ce jour. Elle est également dotée de bon nombre d’avantages en termes de performances. Les avantages incluent un volume de construction étonnamment spacieux de 143 x 90 x 175 mm, un volume important pour une imprimante 3D en résine plutôt compacte. L’écran LCD 4K permet d’imprimer à une résolution très précise de 35 microns par voxel sur l’axe X/Y.
Bien qu`il ne s’agisse pas de la première imprimante à offrir une résolution de 35 microns dans un tel format (comme la Phrozen Sonic Mini 4k), elle le fait avec un volume de construction considérablement plus important. Elle reprend les bons éléments de ses prédécesseurs, auquel on ajoute une meilleure technologie LCD et un nouveau look élégant, pour en faire une machine bien équilibrée.
Avec un prix de moins de 350 €, de bonnes caractéristiques et un look moderne, la Mars 3 a toutes les caractéristiques pour être l’une des meilleures imprimantes résine.
3. Voxelab Aries
Trouver une imprimante 3D multifonctions peut être difficile, mais Voxelab Aries est peut être la solution. C’est une machine aux capacités impressionnantes qui offre une impression haute performance à un prix abordable sans compromettre la qualité de fabrication. Conçu pour les débutants, Aries dispose d’un processus de nivellement semi-automatique du lit en 3 points qui vous permet d’imprimer dans l’heure qui suit l’ouverture de la boîte.
Aries est équipé d’un système de mouvement Core XY, c’est-à-dire que la plate-forme de construction reste immobile pendant l’impression et se déplace vers le bas uniquement dans la direction Z lors du changement de couches. Cela signifie que les pièces imprimées ne bougeront pas d’avant en arrière pendant l’impression, ce qui facilite l’impression de pièces hautes et fines en évitant qu’elle bascule.
À un prix très raisonnable, moins de 400€, Voxelab Aries est une imprimante 3D qui va bien au-delà de sa catégorie et offre beaucoup à tous ceux qui ont besoin d’une imprimante 3D prête à l’emploi.
La configuration guidée simple et l’écran LCD facile à lire de Voxelab le rendent idéal pour une utilisation dans la vie de tous les jours, tandis que son boîtier en plastique durable est idéal pour les débutants. De plus, des fonctionnalités telles que le Wi-Fi intégré vous permettent de lancer Aries à distance.
4. Creality Ender 2 Pro
Si vous recherchez la meilleure imprimante 3D pour débuter et que vous ne voulez pas dépenser beaucoup d’argent, la Ender 2 Pro est un excellent choix. La machine est vendue à moins de 200 €.
Beaucoup d’imprimantes à ce prix sont construites en plastique bon marché, mais l’Ender 2 Pro est une solide bête de somme, qui partage de nombreuses pièces avec ses grands frères de la gamme Ender 3.
En effet, lors des tests, l’Ender 2 Pro a fourni une excellente qualité d’impression lorsqu’elle était utilisée avec un filament et un slicer. Les impressions de test Benchy (un modèle de bateau que les gens utilisent souvent pour les tests) et d’un dragon en cristal étaient excellentes.
Vous souhaitez déplacer l’imprimante dans votre maison ? Et bien, l’Ender 2 Pro est une machine compacte qui pèse moins de 5 kg. Grâce à sa poignée montée sur le dessus de l’imprimante, elle est suffisamment petite pour être rangée dans un placard lorsqu’elle n’est pas utilisée, ce qui est parfait pour les amateurs qui ne veulent pas être encombrés. Mais la petite contrepartie est que le volume de construction est de 165 x 165 x 180 mm.
Le montage de l’Ender 2 Pro a été un jeu d’enfant. Elle est livrée assemblée à 90%. Il suffit simplement de visser quelques vis et la machine est prête à être utilisée. Grâce à ses moteurs pas à pas et ses ventilateurs de refroidissement silencieux, cela fait un agréable compagnon de bureau.
De plus, le support texturé flexible maintient les modèles pendant l’impression et se détache immédiatement une fois celle-ci terminée. L’Ender 2 Pro peut être facilement mise à niveau avec des hotends tiers et des surfaces de lit plus durables, ce qui en fait une machine qui peut évoluer avec vous.
5. Elegoo Saturn
L’Elegoo Saturn est l’homologue de la série d’imprimantes Elegoo Mars, plus petite, qui offre une qualité de construction solide, stable et de haute qualité pour un prix abordable. L’Elegoo Saturn fait passer ce modèle à la vitesse supérieure en offrant un grand volume de construction de 192 x 120 x 200 mm, tout en augmentant simultanément la taille de l’écran LCD.
Ceci, combiné au temps de polymérisation de 2,5 secondes par couche du Mono LCD, la Saturn peut imprimer plus de pièces dans le même laps de temps que les imprimantes de la série Mars de plus petit format.
Elegoo a mis au point une solution de mise à niveau du lit à deux boulons pour la Saturn, qui rend le processus de mise à niveau rapide. Cette solution, associée à l’intégration native avec l’application Chitubox slicer, fait de l’installation et de l’utilisation de la Saturn un processus simple, qui convient aussi bien aux novices qu’aux utilisateurs expérimentés.
Le Saturn a un volume de construction de 280,46 pouces cubes, une augmentation spectaculaire par rapport au volume de construction de 100,81 pouces cubes de la plus petite Elegoo Mars 2 Pro. Si vous êtes à la recherche d’une imprimante résine offrant un grand volume de fabrication, mais que vous ne voulez pas faire de compromis avec une impression de qualité moindre, l’imprimante résine Saturn est une très bonne solution.
6. Prusa Mini+
Avec son boîtier LCD orange vif imprimé en 3D, la Prusa Mini+ est immédiatement identifiable comme un parent plus petit de la célèbre imprimante 3D Prusa i3 MK3S. Comme la MK3S, la Mini+ a été développée dans l’optique d’optimiser l’expérience de l’utilisateur.
La plate-forme de construction facilement amovible, l’écran tactile couleur, et le processus de nivellement automatique sont autant d’éléments qui permettent de faciliter l’utilisation, du tranchage du modèle à l’impression de l’objet.
Avec le nivellement automatique du lit, vous ne perdrez pas de temps à niveler le lit avec un morceau de papier d’imprimante et vous pourrez vous focaliser sur l’impression de vos modèles.
Les modèles 3D sont réalisés à l’aide du logiciel PrusaSlicer qui est inclus. C’est une application de découpe facile à utiliser et très performante. Elle est spécialement conçue pour la Mini+ et les machines MK3S. De plus, elle est également disponible sous la forme d’un kit de montage pour seulement 379 €.
7. Phrozen Sonic Mini 4K
Si vous imprimez des modèles 3D avec beaucoup de détails, tout en ayant une imprimante résine compacte, la Phrozen Sonic Mini 4K devrait vous satisfaire. Offrant un écran LCD mono 4K, la Sonic Mini 4K est capable d’imprimer des objets haute résolution avec un temps de durcissement d’un peu plus de 2 secondes par couche. Cela se traduit par un niveau de détail très élevé, une grande rapidité et un prix abordable.
Lors des tests, nous avons remarqué que la capacité de la Sonic Mini 4K a réaliser une impression détaillé était conforme à ce qui était annoncé par le constructeur. De plus, la grande précision XY et le décalage Z est à peine visible, même avec une hauteur de couche de 50 microns. Cela est également dû à l’anticrénelage logiciel fourni par l’application ChituBox.
8. Creality Ender 5 Plus
Avec un juste équilibre entre prix et performances, l’Ender 5 Plus offre un volume de construction supérieur à la moyenne avec un volume de construction de 350 x 350 x 400 mm. Le Ender 5 Plus est doté d’un capteur de mise à niveau automatique du lit appelé BLTouch, ce qui facilite l’application des premières couches et garantit une base uniforme pour vos impressions.
De plus, cette imprimante FDM offre la possibilité de reprendre l’impression. Cela vous permet de continuer à imprimer après le redémarrage et vous aide à protéger l’alimentation tout en réalisant une impression de longue durée. Elle dispose de fonctionnalités très utiles comme une alimentation puissante afin de chauffer le lit à 100 ℃ en 10 minutes, d’une surveillance du filament ou d’un écran tactile rapide.
La création d’objet de plus grande envergure est aussi possible avec des imprimantes 3D plus petites, mais cela signifie que le modèle doit être divisé en plusieurs parties plus petites. Plus le volume de construction est important, plus vous pourrez imprimer des modèles de grande taille sans contraintes. Si vous êtes à la recherche d’une imprimante avec grand volume d’impression, l’Ender 5 Plus est difficile à battre.
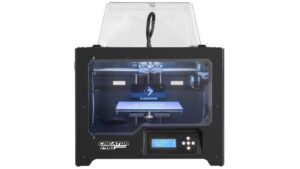
9. FlashForge Creator Pro
La célèbre FlashForge Creator Pro sort du lot, car c’est le seul modèle doté de deux extrudeuses. En d’autres termes, cela permet d’imprimer en deux couleurs ou deux pièces en même temps !
La première chose à noter est que la Creator Pro est une unité fermée. Ainsi, il est capable de maintenir une température constante à tout moment. La machine ne nécessite donc pas d’une ventilation constante pendant le processus d’impression. Il convient également de mentionner que ce modèle est livré entièrement assemblé.
De plus, avec une alimentation électrique universelle, vous pouvez être sûr qu’il fonctionne comme prévu, où que vous soyez. Au lieu d’être complètement verticales, les commandes sont inclinées à 45°, une petite touche, mais néanmoins utile.
Alors que le Creator original avait un boîtier en bois, le Creator Pro est presque entièrement fait de métal résistant à la chaleur. En prime, la porte avant s’ouvre à environ 180 ° ce qui permet de retirer facilement toutes vos modèles en 3 dimensions.
10. Anycubic Photon Mono X
L’Anycubic Photon Mono X représente la plus grande imprimante de la famille Photon en offrant un temps d’impression de seulement 2 secondes par couche. C’est une machine impressionnante qui ne fait aucun compromis entre la vitesse et la taille. La Anycubic Photon Mono X offre le meilleur des deux tout en restant à un prix à moins de 600 €.
Les amateurs d’impression 3D apprécieront la grande surface d’impression 192 x 120 x 245 mm. C’est d’autant plus impressionnant que la Anycubic Photon Mono X est relativement petite : elle ne mesure que 47,5 cm de haut et un peu plus de 27 cm de large, ce qui lui permet de s’intégrer aisément dans un atelier ou un environnement similaire.
La résolution 4K et l’écran de 8,9 pouces permettent à la Photon X des volumes d’impression plus importants, de meilleurs détails, ainsi qu’une meilleure précision. En parallèle de cela, une celle-ci se commande à distance via une application et autorise :
- Envoyer des commandes d’impression
- Contrôler de la progression de l’impression
- Régler les paramètres d’impression
11. Prusa MK3S+
Considérée par de nombreux passionnés comme la meilleure imprimante 3D, la Prusa MK3S+ a reçu d’innombrables récompenses, et ce à juste titre. La MK3S plus est une puissante machine qui combine un matériel fiable, un logiciel riche en fonctionnalités et les canaux de support noir et orange emblématiques de Prusa qui en font un incontournable des fermes d’impression 3D.
Basée sur la plateforme i3, la MK3S+ a bénéficié de plusieurs améliorations progressives, ce qui en fait l’une des meilleures imprimantes 3D du marché. Pilote pas à pas silencieux, plateforme de construction texturé amovible, sonde de mise à niveau automatique (nivellement) du lit et plus encore. La liste des fonctionnalités de la Prusa MK3S+ est certes impressionnante, mais ce n’est qu’une partie de la MK3S+. On peut ajouter à cela que Prusa a développé sa propre application de slicer, PrusaSlicer, pour le traitement des modèles 3D.
En parallèle, elle est très à l’écoute de sa communauté et ajoute activement de nouvelles fonctionnalités demandées par la communauté. Des fonctionnalités telles que la possibilité de peindre le matériau de support, la création de hauteur de couche variable et la création de profils d’imprimante personnalisés sont des exemples de la façon dont le MK3S + se démarque des concurrents. ..
La MK3S+ peut imprimer plus rapidement que la plupart des imprimantes 3D du marché et peut être étendue avec des modules complémentaires officiels comme le MMU2S, qui vous permet d’imprimer jusqu’à cinq matériaux ou couleurs différents en une seule fois. Pour les utilisateurs expérimentés qui ont besoin de performances sans compromis, d’une documentation et d’un support de pointe, le MK3S+ est en tête de liste.
Qu’est-ce qu’une imprimante 3D ?
Une imprimante 3D est une machine qui imprime et crée des objets 3D (en trois dimensions). Ceux-ci sont réalisés à partir d’un modèle 3D prédéfinies par un logiciel conçu à cet effet. Une fois le mécanisme exécuté, aucune intervention manuelle n’est nécessaire jusqu’à l’étape finale.
Le processus de création d’un objet se fait de manière progressif et par superposition de plusieurs couches. Cette manière de procéder est appelée la fabrication additive (addition de plusieurs couches de matière). L’impression 3D permet ainsi de produire des formes complexes.
Il existe plusieurs types de matériaux utilisés dans l’impression 3D, notamment le plastique, le bois, l’aluminium et la céramique.
Comment choisir son imprimante 3D en 2024 ?
Il y a de nombreux facteurs importants à prendre en compte lors de l’achat d’une imprimante 3D, et cela peut sembler assez compliqué au début. Mais grâce à ce guide, vous serez en capacité de choisir la meilleure imprimante 3D qui pourra répondre à vos besoins !
Mais alors comment choisir la bonne imprimante 3D parmi une variété d’options et une multitude de fabricants ? Voici les différents critères sur lesquels il faut se baser pour choisir la meilleure imprimante 3D adapté à ses besoin :
- Le type d’imprimante
- Le volume d’impression
- La vitesse d’impression
- La précision/ résolution
- Le prix
- Marque
- Le matériau d’impression
- Compatibilité et logiciels 3D
- Fonctionnalités
Les types d’imprimante 3D
Dans un premier temps, il sera nécessaire d’identifier la technologie idéale d’imprimante 3D. Il en existe plusieurs, mais les plus connues sont :
- FDM
- Résine SLA
- Résine DLP
- SLM
- SLS
- MJM
L’imprimante 3D FDM (Fused Filament Fabrication)
Beaucoup de passionnés utilisent ce qu’on appelle une imprimante FDM (Fused Deposition Modeling) également connue comme imprimante FFF (Fused Filament Fabrication). Ces imprimantes extrudent des matériaux pour lui donner une forme le long des axes X, Y et Z et des plastiques chauds appelés filaments pour créer des objets imprimés en 3D.
Imprimante 3D résine SLA
L’imprimante résine SLA (stéréolithographie) utilise des lasers UV comme source de lumière pour durcir sélectivement une résine. La lumière se concentre sur un point spécifique, ce qui fait que la résine SLA se solidifie. L’impression SLA étant très précise, vous pouvez vous attendre à des impressions 3D lisses et de haute qualité, avec des détails extrêmement fins.
Imprimante 3D résine DLP (Digital Light Processing)
Le traitement numérique de la lumière DLP est très similaire à l’impression SLA. Tous deux utilisent la polymérisation en cuve pour créer chaque couche de l’objet. Couplée à une imprimante 3D, elle utilise un projecteur numérique comme source de lumière UV pour polymériser une couche de résine.
Lorsque la lumière frappe un point sur la résine, le polymère réagit en durcissant. Les objets imprimés par une imprimante DLP sont beaucoup plus lisses que ceux imprimés par une machine FDM.
Imprimante 3D SLM (Selective Laser Melting)
L’imprimante 3D SLM utilise un laser à haute densité de puissance pour faire fondre et fusionner complètement des poudres métalliques. Cela a pour but de produire des pièces de forme quasi nette et de densité quasi totale (jusqu’à 99,9 % de densité relative).
Imprimante 3D SLS (Selective Laser Sintering)
Les imprimantes SLS créent de nouvelles couches en concentrant un laser sur un point situé dans une cuve de poudre. La poudre se solidifie lorsque le laser passe à un endroit. Ce procédé est idéal pour imprimer des pièces industrielles complexes et des objets détaillés.
Imprimante 3D MJM
L’impression 3D par Jets Multiples est un procédé de fabrication additive, c’est-à-dire par ajout de couches de matière. La tête d’impression de l’imprimante 3D se déplace pour déposer des gouttelettes du matériau. Puis en bombardant les gouttelettes avec de la lumière ultraviolette, les couches se solidifient. Et au fur et à mesure que les couches se forment, la plateforme de l’imprimante MJM baisse progressivement.
Choisir meilleure imprimante 3D : la surface et le volume d’impression
Savoir ce que vous voulez imprimer est un aspect à ne surtout pas négliger pour choisir la meilleure imprimante 3D. En effet, avant d’acheter une imprimante 3D, il est utile de savoir ce que vous voulez imprimer. L’utilisation et les volumes d’impressions ne sont pas les mêmes entre un appareil d’impression 3D pour particulier et une imprimante professionnelle ou industrielle.
Pensez également à la fréquence à laquelle vous prévoyez d’imprimer, à l’endroit où vous utilisez les objets imprimés et au temps que vous passez à imprimer.
Vitesse d’impression d’une imprimante 3D
L’un des paramètres clés de votre imprimante 3D est le paramètre de vitesse, qui modifie tout simplement la vitesse de votre imprimante 3D. Il existe de nombreux types de paramètres de vitesse au sein du paramètre de vitesse global que vous pouvez régler.
Une bonne vitesse d’impression pour l’impression 3D va de 40 mm/s à 100 mm/s, 60 mm/s étant la vitesse recommandée. Mais selon les matériaux, il sera nécessaire de choisir une vitesse plus ou moins élevée.
Les vitesses d’impressions recommandées selon les matériaux :
- PLA : entre 40 et 60 mm/s
- ABS : entre 40 et 60 mm/s
- PETG : entre 50 et 60 mm/s
- TPU : entre 15 mm/s à 30 mm/s
- Nylon : entre 30 mm/s et 60 mm/s
La meilleure vitesse d’impression pour la qualité tend à se situer dans les plages inférieures, mais au prix du temps. Nous voulons tous que nos impressions soient rapides, mais la meilleure qualité provient généralement de vitesses d‘impression plus lentes.
Conseil : assurez-vous que le filament est du bon diamètre pour votre imprimante et que la bobine est de bonne taille.
Combien coûte une imprimante 3D ?
Pour acheter une imprimante 3D, vous devez prendre en compte sa taille, ses caractéristiques, ses performances, sa qualité d’impression et sa durabilité.
Les imprimantes 3D d’entrée et milieux de gamme coûtent généralement entre 300 € et 500 € et peuvent aller jusqu’à 1 500 €. Pour les modèles haut de gamme, les prix varient entre 1 500 et 20 000 €. Il y a aussi celles utilisées par les entreprises et les industries qui peuvent coûter entre 20 000 et 100 000 €.
La résolution de l’imprimante 3D
La résolution fait référence à la qualité et la précision d’impression de la machine. La résolution des imprimantes 3D est mesuré en microns (μm). Plus ce nombre est petit, plus la qualité d’impression est bonne et moins on perd de temps à vérifier la qualité d’impression des pièces fabriquées.
Recherchez donc une imprimante facile à régler avec un petit nombre de microns indiqués dans les spécifications de l’appareil. La résolution de votre impression finale est facilement ajustable sur une imprimante FDM. La hauteur de la couche et la tension de la courroie sont les facteurs les plus importants pour une impression fluide.
Les meilleures marques d’imprimante 3D
L’impression 3D est devenue depuis quelques années, un procédé de fabrication très utilisé dans plusieurs domaines d’activité. Avec ses nombreux atouts, vous n’aurez plus de problèmes à réaliser l’impression de vos objets 3D. Il existe plusieurs marques :
Creality 3D
Creality 3D est un fabricant chinois de haute technologie spécialisé dans le développement et la conception d’équipements d’impression 3D. Ils sont partis de zéro dans un petit atelier il y a six ans et ont réussi à développer leur activité de manière rapide et passionnée. Aujourd’hui, l’entreprise vend plus de 50 000 imprimantes 3D par an. Elles font partie des meilleures imprimantes 3D. Un tel succès s’explique par une forte demande pour les imprimantes 3D Creality, qui sont toujours fiables et de haute qualité.
Dagoma
Dagoma est une référence dans le monde des imprimantes 3D. Fabriquées en France avec le meilleur rapport qualité/prix, véritables réussites et pleine d’innovations, la marque vous propose des imprimantes 3D parmi les meilleures du marché avec des tirages de très haute qualité.
Ultimaker
Située aux Pays-Bas, Ultimaker est une entreprise disposant d’une grande variété d’imprimante 3D facile à utiliser et très économique. Les imprimantes proposées par ce fabricant sont capables de produire des pièces de qualité autant de fois que vous le désirez. Fonctionnant en continu, elles vous permettent de réaliser plus rapidement et plus facilement vos projets.
FlashForge
Avec ses nombreux atouts, les imprimantes FlashForge 3D sont l’une des meilleures présentes sur le marché. Elles sont capables de réaliser des impressions en deux couleurs et même avec des supports solubles. Leurs accessoires amovibles et leurs enceintes fermées vous assurent une meilleure qualité d’impression professionnelle à une température adéquate. Vous pouvez ainsi imprimer un bon nombre de matériaux avec ses appareils.
Raise3D
Si vous recherchez les imprimantes 3D grand format, la marque Raise3D est celle qu’il vous faut. Les imprimantes de cette société sont équipées d’un large écran tactile de contrôle, d’un système de reprise d’impression et d’une grande connectivité. Elles disposent également d’un système double extrusion et d’une enceinte fermée. Avec ses impressions de grande qualité et son rapport qualité prix très intéressant, elle se classe parmi les meilleures marques d’imprimante 3D au monde.
Prusa
Basée en République tchèque, Prusa est une entreprise produisant des imprimantes à partir de pièces imprimées. Leurs appareils disposent d’une qualité d’impression exceptionnelle avec une prise en main facile du logiciel de découpe. Vous aurez le choix entre la version kit et la version montée de leurs imprimantes.
Zortrax
Fondée en 2013, cette société propose plusieurs variétés d’imprimante 3D pour les particuliers, mais également pour les professionnels. C’est l’un des principaux fournisseurs des solutions d’impression 3D dans le monde. Les imprimantes de ce fabricant ont la particularité d’être résistantes et très économiques en matière de temps.
XYZPriting
Les imprimantes 3D de la marque Zortrax sont fiables et ont un bon niveau de précision. En plus d’être robustes et durables, elles s’étendent sur un écosystème complet. C’est une marque à découvrir absolument pour les passionnés de réalisation 3D.
Makerbot
Makerbot est une entreprise de fabrication des imprimantes haute définition. Pour ceux voulant imprimer des objets 3D avec une très bonne précision, les imprimantes de cette marque peuvent vous apporter solution. Avec sa fiabilité et sa facilité d’accès, c’est également une société à ne pas négliger en matière d’imprimante 3D.
Quel filament pour son imprimante 3D ?
En ce qui concerne les matériaux utilisés pour l’impression, les imprimantes 3D les plus abordables utilisent la technologie FFF, qui fait fondre et extrude les filaments de plastique, puis se solidifie pour former l’objet. Les deux types de filaments les plus courants sont :
- l’acrylonitrile butadiène styrène (ABS)
- et l’acide polylactique (PLA)
Chacun a des caractéristiques légèrement différentes. Par exemple, l’ABS fond à des températures plus élevées et est plus flexible que le PLA, mais la fusion crée des fumées, que de nombreux utilisateurs trouvent inconfortables et nécessitent un lit d’impression chauffé. Les impressions PLA semblent lisses, mais ont tendance à être fragiles.
Conseil : assurez-vous que le filament est du bon diamètre pour votre imprimante et que la bobine est de bonne taille.
Imprimante 3D : bien choisir les fonctionnalités
Recherchez les meilleures fonctionnalités pour votre imprimante 3D : Il est facile de négliger certaines fonctionnalités qui peuvent complètement changer votre expérience d’impression 3D. Veillez à être attentif à l’interface d’utilisation comme la présence :
- d’un écran tactile,
- double extrudeurs,
- un plateau chauffant,
- Un grand volume d’impression
- Logiciel open source
- Nivellement auto
- etc.
Des éléments simples comme les volumes d’impression ou la surface dont vous avez besoin pour imprimer peuvent faciliter grandement l’utilisation de votre imprimante.
Imprimante 3D comment ça marche ?
Il existe une multitude de techniques permettant d’imprimer un objet 3D. Parmi celles-ci on retrouve deux grande catégories :
Les imprimantes 3D FDM
La plupart des imprimantes 3D fonctionnent selon le principe FDM. Ce procédé consiste à diriger le matériau d’impression vers l’extrudeur de l’imprimante qui à son tour fait avancer ou reculer l’objet. Le matériau est ensuite extrudé grâce à une buse sur le plateau d’impression. C’est ce plateau encore appelé tête d’impression qui se déplace selon les axes X, Y et Z transmises par un fichier 3D correspondant au modèle de l’objet à imprimer. L’opération est répétée jusqu’à l’obtention de l’objet souhaité.
Plusieurs secteurs d’activité utilisent la technologie FDM comme solution d’impression 3D. Il s’agit d’une technologie facile à utiliser et qui procure une liberté de création plus grande. Aussi, en plus de leurs résistances à la chaleur, les imprimantes dotées de cette technologie permettent de créer des objets très complexes de façon rapide.
Les imprimantes 3D résine
Les imprimantes 3D résine fonctionnent selon le même principe que la technologie FDM. Cependant, elles utilisent un laser qui parcourt la surface d’un bac de résine liquide pour solidifier les couches les unes après les autres. Chaque couche est ensuite durcie par la lumière ultraviolette permettant ainsi de produire la pièce désirée. Le plateau de fabrication se retrouve ici à l’envers et remonte au fur et à mesure de la construction de la pièce.
Les imprimantes 3D résine ont la particularité de produire des objets très détaillés avec une précision de grande qualité. Elles permettent de concevoir des couches entre 25 et 100 microns contrairement aux imprimantes 3D FDM qui oscillent entre 100 et 300 microns.
Les avantages et inconvénients de l’impression 3D
L’utilisation d’une imprimante 3D recèle de nombreux atouts, mais elle a également ses limites aussi bien pour les particuliers que pour les entreprises. Voici quelques avantages et inconvénients de l’impression 3D.
Les avantages
En matière de rapidité, l’impression 3D vous aide à gagner du temps et à créer en quelques minutes vos pièces. Pour les pièces très complexes, cela se fait en quelques heures. De plus, vous avez la possibilité de réduire vos délais de fabrication afin de répondre rapidement aux besoins de votre clientèle.
Au niveau du coût, la réalisation d’un objet avec une imprimante 3D ne nécessite aucune main-d’œuvre. Si vous maîtrisez son utilisation, alors vous pouvez fabriquer vos pièces en toute facilité. C’est une véritable aubaine en matière d’économie. De plus, grâce à ses multiples fonctionnalités, vous pouvez créer des objets disparates et développer votre créativité dans le domaine.
Les inconvénients
L’impression 3D ne présente pas un grand nombre d’inconvénients. Cependant, vous devez savoir qu’elle peut engendrer des situations de duplication illégales surtout dans le domaine de l’industrie. Ensuite les logiciels utilisés pour la conception sont difficiles à comprendre pour la plupart des utilisateurs qui ne sont pas experts du domaine et les matériaux d’impressions sont parfois inaccessibles.
Que faire avec une imprimante 3D ?
Avec une imprimante 3D, vous avez la possibilité d’imprimer plusieurs objets. Voici une liste de quelques pièces que vous pouvez créer avec votre imprimante.
- Le porte-éponge ou porte-savon, pour fixer vos objets de toilette,
- La sangle pour câble pour bien ranger vos câbles,
- La boîte à thé pour ranger proprement vos sachets de thé,
- Un pot à crayon pour remettre de l’ordre dans vos fournitures,
- Une boîte à pile pour ranger vos piles.
- etc.
Certains de ces objets peuvent vous être utiles au quotidien et vous faciliter la vie, ou au contraire pour vous divertir.
Où acheter une imprimante 3D ?
Si vous voulez acheter une imprimante 3D, vous avez le choix entre un magasin en ligne ou un magasin physique. Si vous faites le choix des boutiques en ligne, vous pouvez effectuer votre achat sur plateformes suivantes :
- Amazon
- Mano Mano
- Boulanger
- Matériel.net
- Ali Express
- Gearbest
- Banggod.
Vous pouvez également vous rendre dans une boutique physique vendant des imprimantes 3D. La plupart des acheteurs optent cependant pour l’achat de leur imprimante auprès d’une boutique en ligne en raison des prix abordables proposés. Il est donc plus judicieux d’acheter votre imprimante 3D en ligne.
FAQ : tout savoir sur les imprimantes 3D
Quelle imprimante 3D pour commencer ?
Notre première recommandation est la Creality Ender 3 Pro. À un peu moins de 300€, ce modèle est un excellent choix pour les personnes qui cherchent à débuter dans le monde de l’impression 3D. Retrouvez tous ses avantages dans le guide des meilleures imprimantes.
Combien coûte une imprimante 3D ?
Il existe un large choix d’imprimantes 3D en fonction de la taille, de la technologie d’impression, ou encore de la performance, autant de critères qui influent sur le prix. Le prix débute de 200 € à plusieurs milliers d’euros selon les références.
Comment se servir d’une imprimante 3D ?
Pour utiliser une imprimante 3D, il y 4 grandes étapes à suivres :
1. Préparer le modèle 3D
2. Configurer l’imprimante
3. Envoyer le fichier à l’imprimante
4. Impression 3D
L’impression 3D est-elle chère ?
L’impression 3D peut coûter entre 3 et plusieurs milliers d’euros. Il est difficile d’obtenir le coût exact d’une impression 3D sans modèle 3D. Des facteurs tels que les matériaux, la complexité du modèle et la main-d’œuvre influent sur le prix de l’impression 3D. Les services d’impression 3D peuvent parfois coûter plus cher qu’une imprimante 3D d’entrée de gamme.